Нарезка резьбы на металле
Основными методами получения резьбы являются нарезание лезвийными режущими инструментами, шлифование специальными одно- и многониточными кругами, накатывание резьбонакатными плашками, роликами и раскатниками путем пластического деформирования. Нарезка резьбы – технологический процесс получения винтовой поверхности на деталях с помощью резцов, метчиков, плашек, гребенок, резцовых и резьбонарезных головок. Этот вид механической обработки резанием позволяет выполнить крепежные и ходовые резьбы с высокой степенью точности.
Материалы для резьбообразующих инструментов
Производительность нарезки резьбы и качество получаемой винтовой поверхности зависят от материала режущей части резьбообразующих инструментов. Данные средства изготавливают из углеродистых инструментальных (У11А, У12А), легированных (11ХФ, ХВ4Ф, ХВСГФ, Х6ВФ, 9ХС, 5ХВ2ФС, 6Х6В3МФС), быстрорежущих (Р18, Р6М5, Р6М5Ф3, Р6М5К5, 11Р3АМ3Ф2) сталей и твердых сплавов (ВК3, ВК6-ОМ, ВК6, Т30К4, Т15К6). Все резьбонарезные инструменты срезают металл тонкими слоями, обеспечивают получение точного профиля резьбовой поверхности, характеризуются повышенной термостойкостью, обладают высокой стойкостью до переточки.
Метчики и резцы из углеродистых или легированных сталей предназначены для ручной обработки углеродистых сталей обыкновенного качества и качественных, они сохраняют свои механические свойства при нагреве до 200 С. Инструменты из быстрорежущих сталей востребованы при черной либо чистовой обработке заготовок из теплоустойчивых, коррозионно-стойких и жаростойких сталей, цветных сплавов, эти средства стабильно работают до 620 С.
Твердые сплавы обычно используются для изготовления несложных по форме режущих инструментов. Твердосплавные резцы незаменимы при обработке высокопрочных или жаропрочных сталей, чугунов всех марок, а также железо-никелевых, никелевых, титановых, алюминиевых, медных, магниевых сплавов. Благодаря применению таких средств достигают существенного повышения производительности процесса резьбонарезания и снижения шероховатости винтовой поверхности.
Инструмент и оборудование
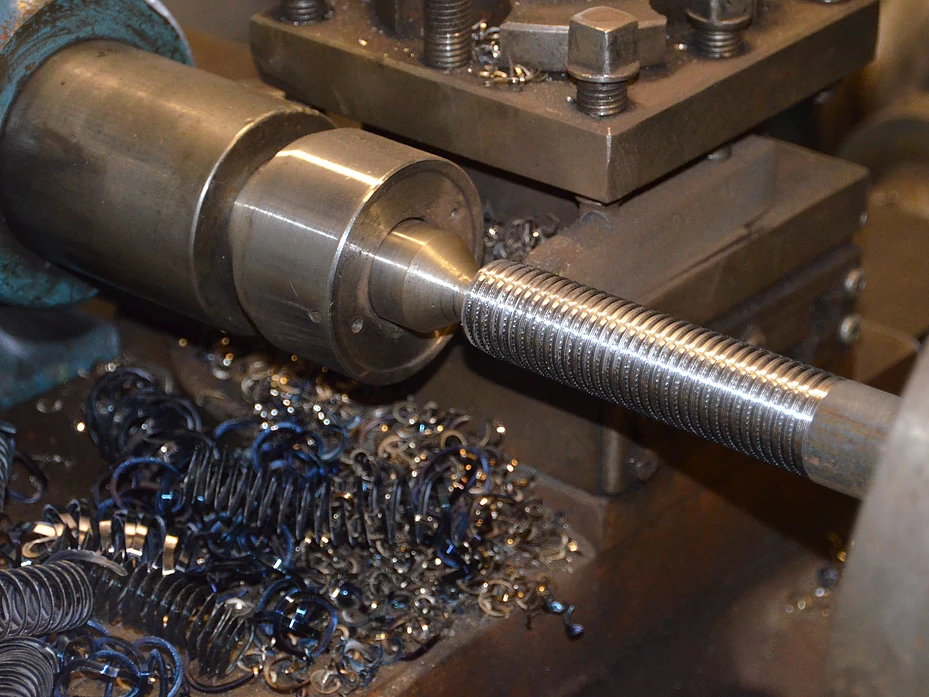
Наружная резьба нарезается плашками различных типов (круглыми, трубчатыми, квадратными, шестигранными, раздвижными); резьбовыми резцами (круглыми, стержневыми, призматическими); резьбонарезными головками; вихревыми резцовыми головками. Распространенные круглые плашки позволяют выполнить метрические, дюймовые или трубные резьбы на цилиндрических крепежных изделиях (диаметром 1–52 мм), а также трубные и дюймовые резьбы на конусообразных объектах. Многониточные резцы, резьбонарезные головки либо вихревые резцовые головки относятся к высокопроизводительному инструменту. С их помощью выполняют скоростное нарезание резьбы на универсальных токарных или специализированных станках. Полный профиль винтовой поверхности получают за один-два прохода.
Внутреннюю резьбу выполняют метчиками, резьбовыми резцами, резьбонарезными головками в предварительно просверленных отверстиях. Благодаря этим инструментам образуют метрические, дюймовые или трубные резьбы. Метчики позволяют получить резьбы с наружными диаметрами до 52 мм в сквозных либо глухих отверстиях. В работе часто используют набор из трех метчиков для проведения черновой, получистовой и чистовой обработки. Различают метчики ручные слесарные, гаечные длинные и короткие, машинные. Последние два вида устанавливаются на сверлильных станках для выполнения метрической резьбы. Работы по нарезке резьбы на металлических заготовках выполняют хорошо заточенными режущими инструментами. Это позволяет увеличить теплоотвод от режущей части, уменьшить количество проходов, повысить качество профильной поверхности.
Высокое качество резьбовых поверхностей достигается благодаря применению смазочно-охлаждающих жидкостей (СОЖ). Данные смеси способствуют уменьшению сил трения между режущими кромками и стружкой, снижению крутящего момента, значительному увеличению срока службы режущего инструмента. Традиционно в качестве СОЖ используют масла, маслянистые жидкости, эмульсии.
Типы и параметры резьбы
Основными типами являются метрические, трубные, круглые, трапецеидальные, упорные резьбы. Стандартные типы профилей характеризуются следующими значениями номинального диаметра (D) и величиной шага (P):
- метрическая – D=0,25–600 мм, P=0,075–8 мм;
- метрическая коническая – D=6–60 мм, P=1–2 мм;
- трубная цилиндрическая – D=9,728–163,83 мм, P=0,907–2,309 мм;
- трубная коническая – D=7,723–163,83 мм, P=0,907–2,309 мм;
- круглая для сантехнической арматуры – D=12 мм, P=2,54 мм;
- трапецеидальная – D=8–640 мм, P=1,5–24 мм;
- упорная – D=10–640 мм, P=2–48 мм;
- упорная усиленная – D=80–2000 мм, P=5–40 мм.
Существует направление резьбы правое или левое, шаг резьбы бывает крупным либо мелким. Различают короткую, удлиненную, стандартную длину винтовой поверхности.
Области применения
Детали с внутренней или наружной резьбой применяют в качестве метизов, с помощью которых образовывают разъемные соединения, а также вращающихся рабочих органов машин или оборудования. Изделия с резьбовой поверхностью широко распространены в машиностроении, станкостроении, производстве транспорта, строительстве, коммунальном хозяйстве. Они востребованы для соединения или эксплуатации следующих объектов:
- анкерные болты для фиксации промышленного оборудования, осветительных мачт;
- крепление профнастила, кровельных материалов, водосточных систем;
- фланцевые пары емкостей, распредкамер теплообменников, запорной арматуры;
- винтовые шпиндели, направляющие валы, домкраты, зажимные винты прессов;
- струбцины, хомуты, шарниры, тиски, сгоны, муфты, бочата, заглушки;
- возведение легких сборных каркасных металлоконструкций, мостов, эстакад;
- часовые механизмы, микроскопы, твердомеры, микрометры, газовые ключи.
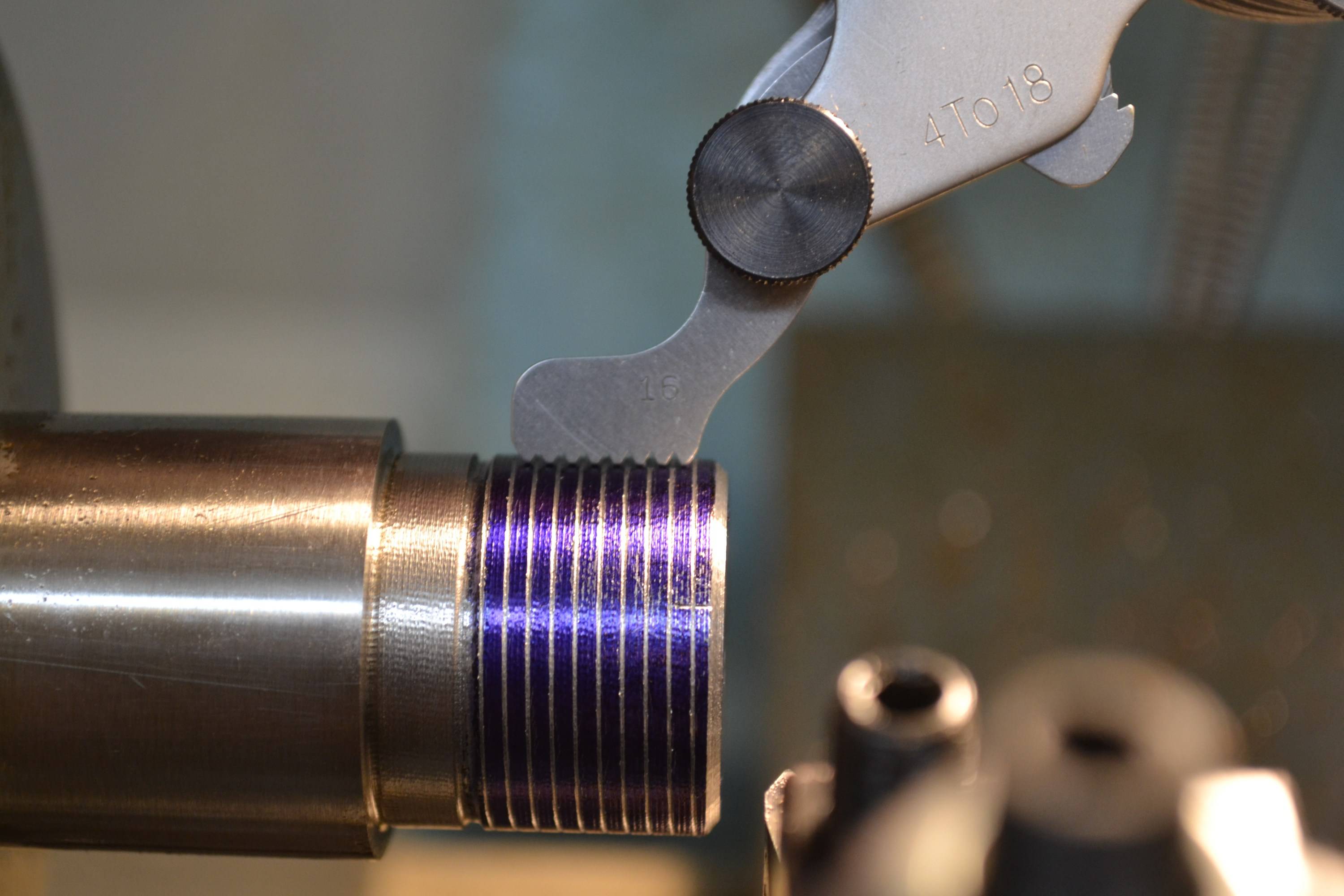
Нарезку резьбы следует доверять опытным специалистам. Они правильно выберут резьбообразующий режущий инструмент и оптимально его установят по отношению к нарезаемой детали, рассчитают подачу заготовки либо инструмента, проконтролируют геометрические параметры резьбы и шероховатость получаемой поверхности. Точное соблюдение этих условий гарантирует создание высококачественных резьбовых деталей.